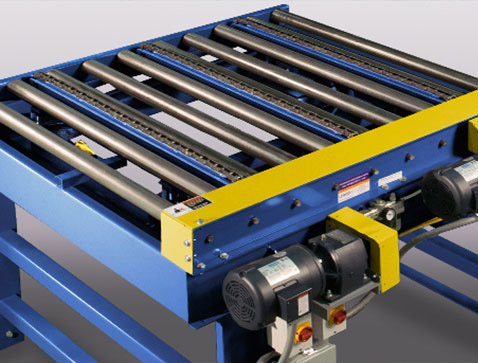


LEWCO Hi-Humidity Heating Cabinet is a revolutionary breakthrough in rapid heating, melting and thawing of materials in drums or totes/ IBC tanks. Utilizing water vapor as a heat transfer medium, heat-up times and melt rates are several times faster than possible in traditional convection ovens. This unique design also offers the advantages of precise product temperature control, uniform heating, and operation at relatively low cabinet temperatures. All models feature our signature all-welded steel, heavy-duty construction, and simple user-friendly controls. Each unit comes complete with a (3) year warranty and is fully assembled, wired, and tested prior to shipment.

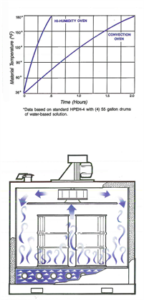
The Hi-Humidity Heating Cabinet contains a water reservoir that is heated either by electric immersion heaters, steam, or thermal fluid to provide a completely water saturated cabinet atmosphere. Condensation of the water vapor on cooler drums inside the unit provides rapid and efficient heat transfer. Inherently, the saturated atmosphere virtually eliminates temperature gradients and provides a means for precise controls of operating temperature.
 Operating Temperature
Operating Temperature
125°F (52°C) TO 200°F (93°C)
Capacity
Available in (4) to (16) drum, or (1) to (4) tote capacities.
Input Voltage
Standard: 480/3/60. Please consult factory for additional voltage options.
Water Level Control
1/4″ NPT float switch actuated valve.
Additional Features
- Circulation fan with TEFC motor
- 5″ exhaust vent with damper
Installation
Ships completely assembled for easy installation. Simply connect utilities, fill with water, and your cabinet is ready for use!
Control System
Single set-point digital temperature controller and redundant high-limit controller housed in a NEMA 12 enclosure with full voltage lockable disconnect switch. Controls are designed and wired to NFPA 70 and 79 electrical standards in our own UL508A certified panel shop. Independent third party inspections available.
Optional:
- Batch Timer: Infinitely adjustable up to 100 hours; includes illuminated On/ Off switch to indicate timed operation and audible alarm when time has elapsed.
- Chart Recorder: Single pen circular paper chart recorder for continuous monitoring of temperature data. Comes with (1) Type “J” thermocouple input.
- Data Logger: Multiple input digital data logger continuously records temperature and other process data. Allows downloading of digital data files through USB or Ethernet connection. Data can also be viewed on a full color display or on a web server when connected to a network.
- Door Switch: Automatically disables heat when door is opened.
- Ramp/ Soak Controller: Programmable ramp/ soak temperature controller with capability to store different recipes with multiple segments.
Standard oven construction includes an all welded 1/8″ steel shell with 304 stainless steel interior and 3″ x 6# mineral wool insulation. Maintaining temperature is easy with LEWCO’s proprietary wall design featuring a welded inner shell and a completely isolated outer frame and covers. Please consult a LEWCO Applications Engineer for more information.
Doors
Heavy-duty doors with strap hinges, 3-point latch system, and silicone rubber gaskets create a tight seal for efficiency and energy savings. This model features an interior door release mechanism for added safety.
Finish
- Standard: Blue or gray alkyd enamel
- Optional: Premium finish for corrosive environments
LEWCO’s Hi-Humidity Heating Cabinets are designed and manufactured to industry standards. Our engineers regularly work to keep updated with the latest revisions in industry codes. If there is a specific industry standard or code compliance that you require for your process heating application, please contact one of our highly knowledgeable Applications Engineers to learn how LEWCO can help!
Industry Standards










