

Three Strand Chain Conveyor Oven
LEWCO continues to set the bar in industrial oven technology with the delivery of a custom-engineered conveyor oven designed specifically for curing stretch film used in agricultural applications. Built for performance, flexibility, & efficiency, this oven is packed with advanced features that deliver both precision & productivity for the end user.
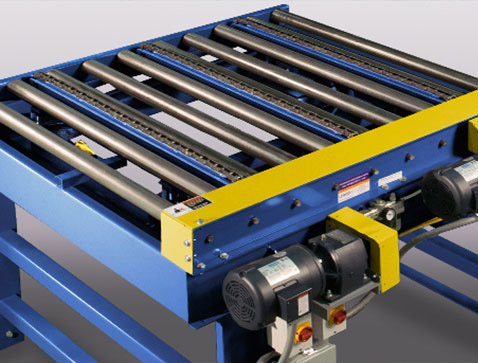
At the heart of the project was the need for an oven capable of curing stretch film rolls stacked on pallets of varying sizes. LEWCO’s engineering team met this challenge by designing a robust chain conveyor system divided into five independently controlled zones. This multi-zone setup allows for seamless indexing of five different pallet sizes through the oven with optimal heat exposure & minimal disruption.
To further support the customer’s high-throughput operation, the oven was equipped with fast-acting electrically actuated fabric roll-up doors on both the loading & unloading ends. These doors open rapidly, faster than conventional guillotine style doors, allowing a smooth, pass-through workflow that minimizes downtime between indexes.
Automation & operator convenience were also top priorities. The system includes photo eyes at both ends of the oven to detect the presence of pallets, along with integrated fork truck sensors & operator pushbutton controls. The pushbuttons are set at a height so that the fork truck operator can use them without ever getting off the fork truck – streamlining the process, & improving safety & efficiency on the production floor.
In terms of heating performance, this oven delivered exceptional results. It features two dedicated heater boxes, each equipped with a powerful 28,000 CFM circulation fan. A whopping 216 KW provides ample heat to the 2,600+ Cu. Ft. workspace. These high-capacity fans ensure uniform dual airflow throughout the curing chamber, providing consistent & reliable heat distribution, critical for the quality & consistency of the stretch film product.
LEWCO’s ability to design a compact yet featured packed solution within the client’s space constraints underscores its engineering expertise & commitment to solving complex production challenges. From flexibility in pallet handling to precise thermal performance, this conveyor oven raises industry expectations for industrial heating applications.














