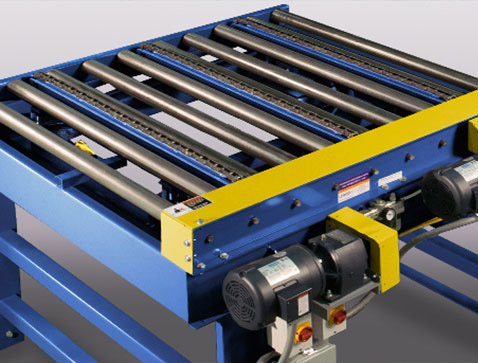


Custom Steam Heated Tunnel with Integrated Conveyor System

This composites customer required a custom application for heating 55-gallon drums. LEWCO engineers worked vigorously to develop a system that best met the customer’s needs. The result was an integrated heating / conveyor system comprised of a steam heated tunnel featuring two lanes of dual strand free flow chain conveyor. Drums are individually placed on steel plates to move through the system, which has pop-up stops for zone accumulation. Upon exiting the steam heated tunnel, drums will move onto a take-away conveyor that includes two pop-up sections of gravity roller conveyor to accommodate smooth transfer of the drums. The pop-up sections are operated manually by pneumatic valves.
Key customer specifications:
- 12 Drum capacity
- Maximum temperature: 230°F
- All electrical is explosion proof rated (Class 1, Division 2, Group D)
- Self-acting temperature control system










